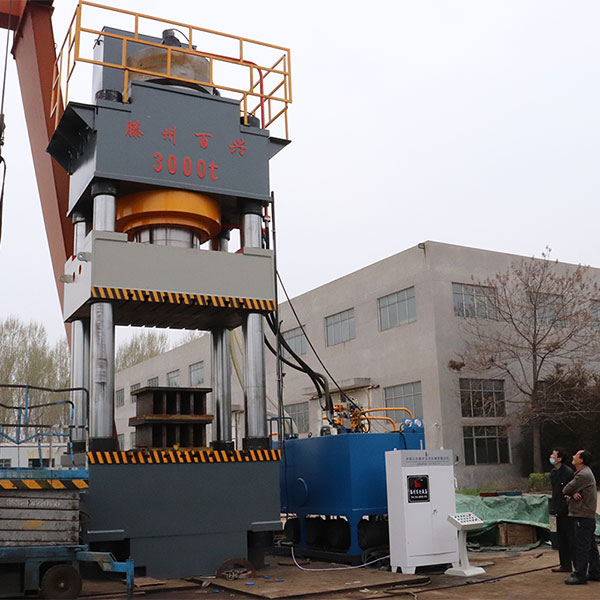
河南客户定制的1600吨热锻四柱液压机实拍图片

1600吨热锻四柱液压机左侧图片

热锻四柱液压机是在金属再结晶温度以上进行的锻压。为使一次加热完成尽量多的锻压工作量,热锻压开始的加热温度与 最终的温度区间应尽可能大。如果刚开始初锻温度过高会引起金属晶体生长过大而形成过热现象,会降低锻压件质量。温度接近金属熔点时则会发生晶间低熔点物质熔化和晶间氧化,形成过烧。过烧的坯料在锻压时往往碎裂。提高工件材质温度能改善金属的形状塑性,有利于提高产品工件的内在质量,使之更加坚固耐用且不易开裂。一般采用的热锻压温度为:碳素钢800~1250℃;合金钢温度850~1150℃;高速钢900~1100℃;铝合金加热 380~500℃;钛合金850~1000℃;黄铜700~900℃。高温度还能减小金属的变形抗力,降低所需锻压机械的吨位。但热锻压工序多,工件精度差,表面不光洁,锻容易产生氧化、脱炭和烧损。当加工工件大、厚,材料强度高、塑性低时(如特厚板的滚弯、高碳钢棒的拔长等),都采用热锻压。当金属(如铅、锡、锌、铜、铝等)有足够的塑性和变形量不大(如在大多数冲压加工中)时,或变形总量大而所用的锻压工艺(如挤压、径向锻造等)有利于金属的塑性变形时,常不采用热锻压,而改用冷锻压。